欢迎光临~深圳镭锳激光科技有限公司
语言选择:
 ∷
∷

∷
 ∷
∷


镭锳激光P系列QCW以及光睿GR系列光纤激光器高速焊接系统,追求卓越的焊接效果,广泛应用于手机3C、医疗、通讯等行业。整机能耗小,集成度高,人性化设计更加贴合市场需求。焊接特点主要满足:

3、外形美观(焊点不凹凸、不发黑、不虚焊、不炸火、焊缝平滑圆润)。
4、数字化焊接过程,能量,激光功率,脉宽,均实现0.05数值步进调整。

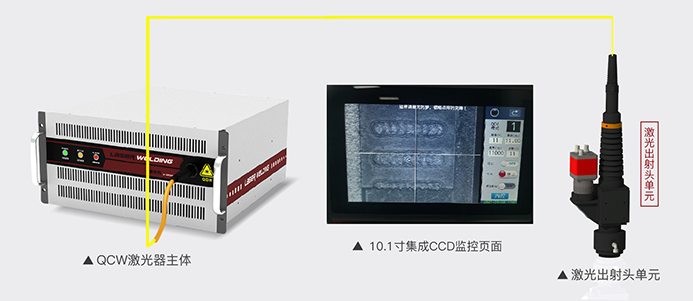
一、QCW系统架构展示
QCW焊接系统由出射头单元及控制CCD监控操作系统组成。包含了激光器控制软件,10.1寸工业屏幕,FC准直单元,FF聚焦单元,CCD监视系统组成。
激光焊接是激光材料加工技术应用的重要方面之一,主要用于焊接有色金属材料和高速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向材料内部扩散,通过控制激光脉冲宽度、能量、峰值功率和重复频率等参数,使工件熔化形成特定的熔池。
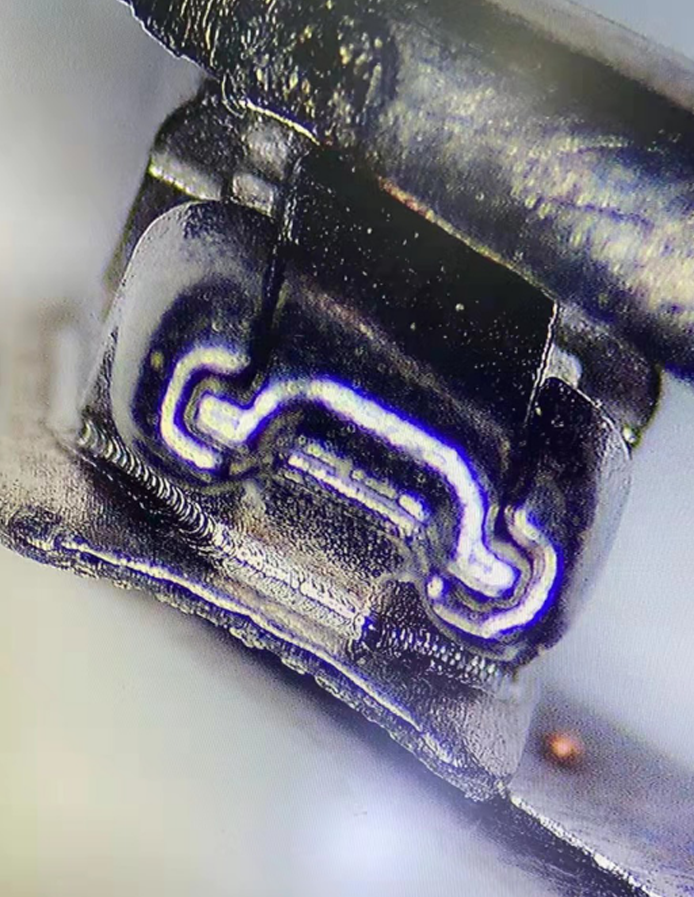
二、样件焊接位置展示
该样件实际生产中,配置1台P1-60w,50um光纤输出,QCW激光器。焊接位置使用激光器QCW模式,焊点重叠率30%左右。
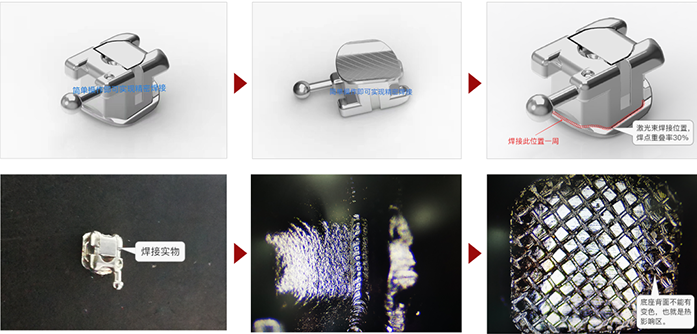
三、焊接要求分析

△ 牙齿矫正固定座

△ 焊缝宽度0.21mm
2.焊接区域:底座一周焊接(如图)

3.焊接工艺要求:优先连续激光

实验计划
1. 实验总体方案
3. 实验参数表
以下是使用QCW60光纤激光器进行测试的实验参数表:

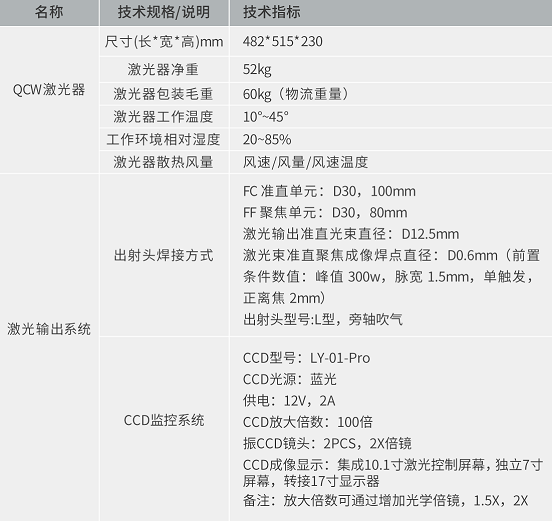
四、一般特性参数
联系人:张虎
手机:+86-186 6539 0719
电话:+86-755-2359 7905
邮箱:zhanghu@leading-laser.com
地址: 深圳市光明新区玉塘街道玉律社区汉海达科技创新园1栋6楼B区